
www.revista-fabricacion.com
28
'12
Written on Modified on
De eslabón más débil a superestrella de mecanizado
¿Por qué la nueva conexión de husillo maximiza el arranque de viruta?
Mark Huston, vicepresidente, Soluciones Globales de Ingeniería
Doug Ewald, director, Gestión Global de Productos, Sistemas de herramientas
Ruy de Frota de Souza, gerente, Sistemas Globales de Herramientas, Ingeniería de Producto
Kennametal Inc., Latrobe, PA
El mecanizado de materiales difíciles como el titanio es un reto en sí mismo. El mecanizado de aleaciones duras con la presión adicional de lograr mayores rendimientos productivos implica maximizar el arranque de viruta ante velocidades de corte bajas y fuerzas de corte significativas. Los fabricantes de máquinas herramienta han respondido con centros de fresado y de torneado especiales que presentan husillos de rigidez y amortiguación mejoradas y con grandes estructuras de máquina, todo ello para minimizar las vibraciones no deseadas, que deterioran la calidad de las piezas y la vida de las herramientas. A pesar de lo que estos avances han contribuido a aumentar la productividad, el punto más débil a menudo ha sido la propia conexión del husillo.
En la mayoría de los casos, la conexión herramienta-husillo determina la cantidad de material que puede arrancarse en una operación determinada. Esto es debido a que esta interfaz debe soportar altas cargas sin perder su rigidez hasta que la deformación de la herramienta sea demasiado grande o empiece a aparecer la vibración. Con los continuos avances en las herramientas de corte y centros de mecanizado, una conexión de husillo que haga posible la mejor utilización de la energía disponible es una consideración importante a investigar desde los inicios de la planificación de la producción.
Varios tipos de conexión del husillo se han desarrollado u optimizado a lo largo de las últimas décadas. Debido a una buena relación coste/prestaciones, el cono ISO 7/24 se convirtió en uno de los sistemas más populares del mercado. Ha sido un éxito en muchas aplicaciones, pero las limitaciones de precisión y alta velocidad han impedido que vaya más allá.
La llegada del contacto de cara representó un paso importante con respecto al cono estándar 7/24. La combinación del contacto de cara con el cono enterizo 7/24 proporciona gran precisión en la dirección del eje Z, pero también presenta algunos inconvenientes, a saber pérdida de rigidez a velocidades mayores o altas cargas laterales. La mayoría de herramientas del mercado son macizas y los husillos tienen una fuerza de sujeción relativamente baja. La rigidez de la conexión es limitada ya que la interferencia radial debe mantenerse mínima. Las tolerancias requeridas para lograr un contacto de cara consistente son, por lo tanto muy estrechas, dando lugar a altos costes de fabricación.
En 1985, Kennametal y Krupp WIDIA iniciaron un programa conjunto para desarrollar un sistema de cambio rápido universal, conocido como KM™ y recientemente estandarizado como ISO 26622. A principio de los 90, el sistema HSK empezó a emplearse en las máquinas de Europa y más tarde se convirtió en la norma DIN 69893, luego ISO 12164.
El sistema KM™de cambio rápido de utillaje consiste en dos componentes básicos: la unidad de sujeción y el cabezal de corte. La unidad de sujeción se monta en la máquina herramienta (una torreta portaútiles o bloque de herramientas para aplicaciones fijas y un husillo rotatorio para adaptarse a aplicaciones rotativas) y es el receptáculo de la unidad de corte/portaherramientas intercambiable. Cuando es necesario un cambio de herramienta, un operario simplemente libera el sistema de fijación, reemplaza la unidad de corte, y lo bloquea en su posición. El tiempo muerto de la máquina es cuestión de segundos.
La KM4X™ de Kennametal representa la siguiente generación del KM. Algunos sistemas pueden ser capaces de transmitir pares considerables, pero las fuerzas de corte también generan momentos de flexión que exceden los límites de la interfaz antes de alcanzar los límites de par. Mediante la combinación de elevada fuerza de apriete y niveles de interferencia optimizados, KM4X proporciona una conexión robusta, rigidez muy alta y la capacidad de carga de flexión para un rendimiento muy mejorado en el mecanizado de aleaciones de alta resistencia y otros materiales, lo que permite tasas extremadamente altas de arranque de metal y más piezas acabadas por día.
Resistencia al momento de flexión multiplicada por 3
La conexión del husillo debe proporcionar el par y la capacidad de carga de flexión compatibles con las especificaciones de la máquina herramienta y los requisitos para una mayor productividad. Se hace evidente en aplicaciones de fresado, donde las longitudes de proyección son típicamente mayores, el factor limitador es la capacidad de flexión de la interfaz del husillo. A modo de ejemplo, una fresa intercambiable de dientes helicoidales, con 250 mm (9,84 “) de proyección desde la cara del husillo y 80 mm (3,15 “) de diámetro, genera 4620 Nm (3407,5 ft· lb) de momento de flexión y menos de 900 Nm (663,8 ft·lb) de par motor para arrancar 360 cm3/min de Ti6Al4V con una profundidad de corte radial (Radial Depth Of Cut, RDOC) de 12,7 mm y una profundidad de corte axial (Axial Depth Of Cut, ADOC) de 63,5 mm.
Los parámetros más críticos de una conexión de husillo combinada, cono con contacto de cara, son la fuerza de sujeción y la interferencia radial. Maximizar la fuerza de sujeción y seleccionar los valores apropiados de interferencia puede mejorar aún más la rigidez de conexión.
Mediante el uso de tres superficies de contacto para mejorar la estabilidad y optimizar la distribución de la fuerza de sujeción y el ajuste con apriete (unión a presión), la ingeniería del KM4X ™ da como resultado una capacidad de resistencia a la flexión triple, comparada con la de otros sistemas de herramienta.
Esto significa:
-Los talleres pueden potenciar máquinas herramienta de altas prestaciones, equipadas con KM4X para aumentar velocidades y avances en las aplicaciones de mecanizado difíciles, obteniendo así el potencial de productividad completo de la máquina herramienta.
- A menudo, una conexión KM4X menor, como la KM4X100, proporcionará un rendimiento de corte igual o mejor que una conexión mayor.
- Los sistemas KM4X se pueden aplicar en los centros de mecanizado, torneado, multitarea y máquinas de transferencia (transfer), en las modalidades manual, semiautomática o totalmente automática.
- Por diseño, KM4X puede llevar a cabo una amplia gama de operaciones, desde las de baja velocidad/alto par de torsión hasta las de alta velocidad/bajo par de torsión, lo que permite a los fabricantes sacar el máximo absoluto de su equipo de producción
¡Fresar, taladrar y tornear gran variedad de materiales ya es más productivo!
Las normas y recomendaciones son de carácter general. Para asesoramiento específico en relación con el mecanizado de titanio y más con KM4X, contacte con Kennametal o visite www.kennametal.com.
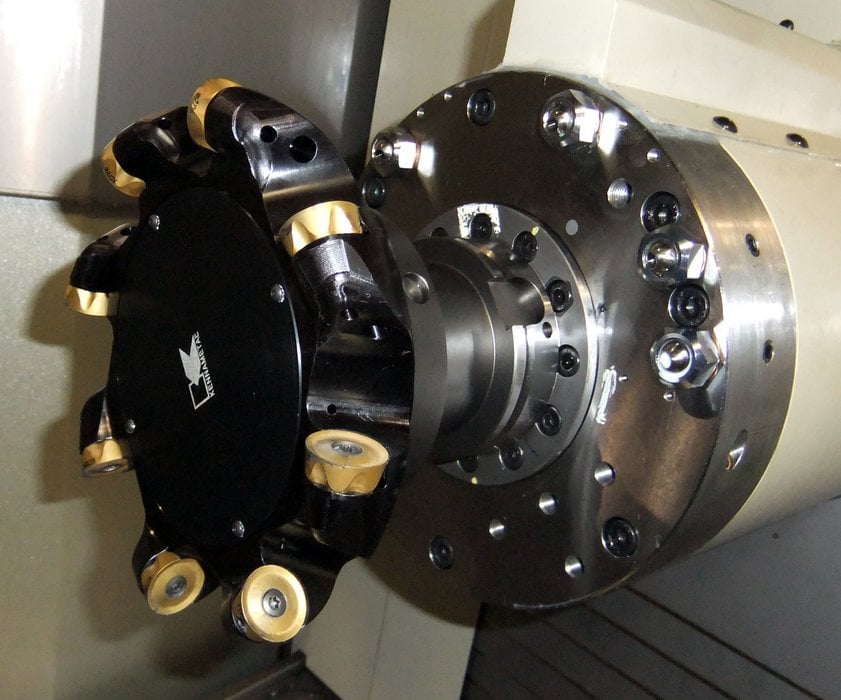
KM4X_with_cutter.jpeg: Mediante la combinación de fuerza de sujeción elevada y niveles de interferencia optimizados, KM4X proporciona una conexión robusta, rigidez muy alta, y la capacidad de carga de flexión para un rendimiento muy mejorado en el mecanizado de aleaciones de alta resistencia y otros materiales, lo que permite tasas muy altas de arranque de metal y muchas más piezas acabadas por día.
KM4X_8.jpeg: El sistema de conexión del husillo KM4X ™ de Kennametal tiene una configuración para trabajo pesado capaz de funcionar en condiciones de alta velocidad, bajo par o baja velocidad, alto par. Sin KM4X, fresas helicoidales como ésta superarían los límites del momento de flexión bastante antes de llegar a la limitación del par.
KM4X_9.jpeg: El contacto superficial y la fuerza de sujeción se combinan para mejorar el ajuste por apriete (unión a presión) y alcanzar tres veces la resistencia al momento de flexión en comparación con otros sistemas. El cambio de herramienta, rápido y sencillo, reduce al mínimo el tiempo muerto de la máquina.
